



 現状の課題・困りごと
現状の課題・困りごと大型のパーツ製作で製品形状による影響で反りが強く出てしまい、使用する事が出来ない。回転テーブルとして使用するため、使用時にスムーズに回転する事が必須となる。
 解決策
解決策同じ材質(MCナイロン)でもメーカーによって含有物に違いがあり、反り等への影響が生じるため、材料の特性について検討を行い、他のメーカーに変更する提案を行った。
 導入効果
導入効果 反りの無い製品を納入する事ができ、問題なく使用する事が出来た。加工時の反りが抑えられたことにより、仕上がり面も綺麗になった。
こんなお客様にお勧め
大型部品で反りが許容できないものを製作したいお客様に、当社の「材料選定力」がお勧め。
 現状の課題・困りごと
現状の課題・困りごとアルミ部品と樹脂部品の複合品を設計検討をしているお客様が、アルミの線膨張係数『2.4×10⁻⁵(1/℃)』に近い数値の樹脂材を探しているが、なかなか探すことができなかった。
解決策お客様で候補に上がっていたPEEK材の線膨張係数は『4.7×10⁻⁵/℃』とアルミ材に比べて数値が大きいため、当社の材料選定力を活かして、より数値が近い樹脂材:PPS(ポリフェニレンサルファイド)『2.4×10⁻⁵/℃』を、探して提案した。
導入効果お客様で求められた複合部品の使用条件を満たすことができたため、無事正式図面に反映することができた。
こんなお客様にお勧め
樹脂も豊富な種類があり、それぞれ様々な特性がある。設計段階で使用条件を満たす樹脂材の情報が無く、お困りのお客様に、当社の材料選定力で最適な樹脂材を提案できる。
現状の課題・困りごと材質ポリカーボネイト部品の設計において、品物サイズ高さ280・幅長さ600□と大きく、一体曲げ加工可能かとの問い合わせを頂いたが、品物サイズが大きい為、曲げ加工時に使用するヒート棒での加工困難であり、かつ接着構造にした場合、強度的な不安が生じる為、加工方法に悩んでいた。
解決策当社の知識・経験をもとに、曲げ加工部の変更、及び接着部分に補強棒を使用して強度をUPする方法を提案し、採用して頂く。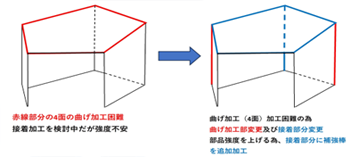
導入効果最終製品における部品の役割・使用目的を確認した上で、補強棒による加工を行っても他部品と緩衝する可能性がないことを確認し、形状そのままで強度不安を解消することができた。
こんなお客様にお勧め
部品の強度に不安(破損の懸念、安全性など)を抱えるお客様に対して、当社の知識・経験を活かして、安全かつ強度UPの加工を提案することできる。
現状の課題・困りごと 検査装置のハンドルを切削加工しているお客様が、エンドユーザーからのコストダウン要求に対して、金型を起こして成型加工するには数が少なすぎるため、対応に悩んでいた。
@12,000×10個=120,000円
@10,000×30個=300,000円
上記の通り、30個で見積もってもそれほど大きなコストダウン効果は見込めなかった。
解決策当社は切削加工だけでなく、注型加工のノウハウもあるため、材質を変更して、ゴム型を使った真空注型を製作し、簡易的な成型加工の提案を行った。
材料を汎用エンプラから硬質ウレタンに変更提案
導入効果エンドユーザーの求める品質を維持しながら、簡易成型加工の提案によって、従来の切削加工の半額以下へとコストダウンが実現した。
こんなお客様にお勧め
材質へのこだわりがなく、切削加工ではこれ以上のコストダウンが難しいと考えているお客様に、当社の様々な加工ノウハウが貢献できる。
現状の課題・困りごとフッ素系樹脂の量産部品を定期的に他社で製作をお願いしているが、材料メーカーとの交渉力が弱く、材料の安定確保できないため、装置生産に影響が生じ、安定した部品調達が出来ず悩んでいた。
解決策当社は、創業60年以上の歴史によって、多くの材料メーカーと取引があり、調達量も多いため、材料調達力に優れている。材料メーカー・商社と連携して安定した材料調達・在庫管理をすることが出来る。
導入効果安定した調達を行えるようになり、装置生産の遅延もゼロになった。
調達懸念がなくなった事で納期管理の必要もなく業務の効率化にもつながった。
こんなお客様にお勧め
材料調達が原因で納期のコントロールが難しい・納期管理が業務の妨げになっていると感じているお客様に、当社の「材料調達力」がお勧め。
現状の課題・困りごと樹脂部品A(材質:PMMA透明)を調達し、部品Bに組付けると、部品Bの接合部にクラックが生じるトラブルが発生していた。そのため、樹脂部品Aの材質及び形状の見直しが必要となっていた。
解決策当社で原図を確認したところ、クラック発生部と樹脂部品Aの接合部の形状が、直角(ピン角)の加工指示(右図左)で、負荷がかかっていた。それに対して、接合部をR形状へ見直し、負荷を逃がすことでクラックを防ぐ提案を行った。
導入効果樹脂部品A(下図右)の形状見直しにより、問題となっていたクラックが解消した。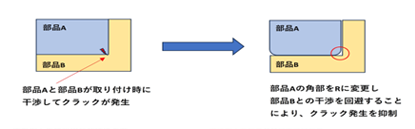
こんなお客様にお勧め
樹脂部品の形状による破損や外観不良等を抱えるお客様に対し、当社は長年の知識・経験に基づく図面を読み取る力によって、安全性と外観を両立させる提案を行うことできる。
現状の課題・困りごとワーク内径がΦ2と小さいことが影響し、 通常の旋盤では切子が繋がって焼き付きが発生し、切子を除去するために都度機械を一時停止するなど非常に手間がかかり、量産に支障が生じていた。

解決策当社が加工機メーカーに依頼してカスタマイズを施した自動旋盤加工機(低周波振動切削バーフィーダ―)を活用し、切子の繋がりによって発生する焼き付きを無くし、連続運転を可能とした。これにより、寸法精度を保ちながらの量産対応を実現した。
導入効果メーカー標準機能では対応が難しい機械停止の要因に対し、カスタマイズ対応の加工機を活用することで、高品質の量産対応を実現した。
こんなお客様にお勧め
現状のワーク形状と加工内容を分析し、課題を改善する提案が可能である。当社は、小径のワークに起因するトラブルに対応して量産するなどの対応に実績がある。
現状の課題・困りごとお客様の装置に使用される重要部品が、特殊な加工技術が必要で特定の業者でしか製作ができないため、価格・納期等のコントロールができず、装置の出荷に影響が出ることもあり困っていた。
解決策マシニングセンターや複合旋盤の標準プログラムでは加工できないため、装置メーカーと協力して専用プログラムを開発し、社内での加工を可能とした。
導入効果専用プログラムの導入により、特定の業者に依存することなく調達が可能になった。更に段取り、加工時間が短縮されたことにより従来よりリードタイムも短縮された。
こんなお客様にお勧め
特定の部品を一社に依存しており、調達に関するリスクを抱えているお客様に対して、当社の様々な加工ノウハウやネットワークを利用して新たな解決方法を提案できる。
現状の課題・困りごと 半導体製造装置メーカーのお客様で樹脂部品と一緒に使うレーザーを収縮させ、光を一点に集める為のレンズを加工できる業者を探していたが、経験がないために難航していた。
解決策 当社は創業60年以上の歴史により、多くの加工会社とネットワークがあるため、収縮レンズを加工できる協力工場を探し出すことができた。お客様の要求する品質を確認し、当社で製作した部品と収縮レンズをセットで納入することで課題を解決した。
導入効果 ボトルネックだった収縮レンズと、それに付随する樹脂部品も手に入り、加工業者をいちから調べて依頼する手間がなくなった。
こんなお客様にお勧め
従来であれば、材質ごとに様々な加工業者に依頼していたものが、当社なら樹脂以外のパーツも一式で納入できるため、お客様は調達・納入管理が容易となる。
現状の課題・困りごと 半導体検査装置に使われる部品において、現行メーカーで部品加工する際に使用する切削工具の金属残留が加工後の製品に付着して、装置に影響を及ぼし正常に稼働することが出来ない。金属残留が出ないように加工する方法について悩んでいた。
解決策 当社の知識と経験を活かし切削工具そのものを変更を検討した。工具は使用を続けると、切れ刃に被削材の切り屑が付着して固まりやすくなるが、非金属で単結晶のダイヤモンド工具はこのようなリスクがないため、工具の変更を提案した。
導入効果 装置に影響が出ないことを確認した上で加工条件をクリアし、コスト面も許容範囲に収まったため、お客様の不安を解消することができた。
こんなお客様にお勧め
切削工具も様々な種類があり加工のしやすさ・仕上り品質・特性などがある。
お客様のご要望に応じ当社の知識と経験を活かし、より確実な工具選定を行うことができる。
現状の課題・困りごと 量産対応を行う為には、従来の材料サイズでは取り数の歩留まりが悪いため、コストのムダが生じていた。
解決策 材料メーカーに対してオーバーサイズでの材料制作を交渉し、特殊サイズに切り替えることで、取り数の歩留まりを良くして、コストのムダを解消した。

導入効果 オーバーサイズの特殊材料を計画発注することで、コスト最適化と安定供給を実現することができた。
こんなお客様にお勧め
当社は長年に渡り、多くの樹脂材料メーカーと取引しているため、材料調達をスムーズに行い、安定供給することができる。
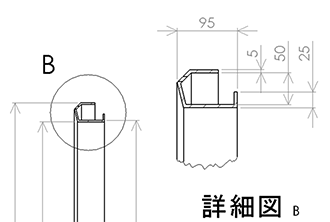
現状の課題・困りごと 材質がPMMA(アクリル)の部品の製作検討を頂き、PMMA部品同士を接着させる指示があったが、接着剤の漏れ等での外観不良の懸念が有り、加工形状の相談をさせていただいた。
解決策 部品①の接着部分を素材面ではなく段落としの加工にすることにより、部品②を接着する際の接着材の漏れを最小限にした。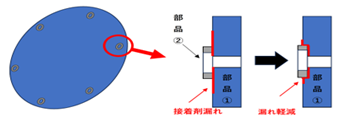
導入効果 提案した加工形状を採用して頂いた結果、部品同士の位置だしや、接着剤の漏れを最小限に抑えることができ、接着面も増えて強度もUPし、外観も綺麗に仕上がった。
こんなお客様にお勧め
新規部品の設計及び製作検討時に、部品の寸法だけでなく、外観の見た目等が気になるお客様に対して、改善提案することができる。
現状の課題・困りごと 顧客から、樹脂加工において、加工後の反りを無くしたいとの相談を頂いた。
樹脂加工では、外部から高温や強い力が加わることで、樹脂の組織が収縮や変形してしまうことがある。
解決策 原因は樹脂素材の組織が変形したことで、材料内側からの力(残留応力)が加わった状態になっているためである。
反った部分を削る方法もあるが、材料厚みも増し加工時間も長くなるため、量産向きではなくなるため、加工後のアニール処理を提案した。
導入効果 アニール処理は樹脂製品に熱を加えて「残留応力」の素となっている歪みを除去する工程である。
アニール処理をする事で反りが改善し、精密加工品、薄肉加工品でも反りを許容範囲に収めることが可能になった。
こんなお客様にお勧め
精密部品や治具など精度が必要とされる加工品において、「樹脂材料の反り」などでお困りの方に、当社の改善提案力がお勧めである。
現状の課題・困りごと 樹脂部品単体で受注していたが、難削材で肉薄な形状のため、要求精度の確保が難しく、品質が不安定で、装置組み立て作業が中断する等の影響が出ることもあった。
解決策 当社が納入した後の使用方法を確認したところ、内径にステンレスシャフトを圧入して使用する形であった。そこで、シャフトを支給していただき、シャフトを圧入後に仕上げ加工を行うように工程を変更すると、シャフトの強度によって肉薄を補う効果が生まれ、加工性が改善され、精度を確保することができた。
導入効果 品質が安定し装置組み立ての作業も円滑に進むようになった。
また、副次的な効果として、当社はシャフトを安価で調達できるため、シャフト込みで受注することで短納期化とコストダウンも実現した。
こんなお客様にお勧め
部品単体の加工では品質が不安定でお困りのお客様に、古賀電機の樹脂以外の知識、ネットワークを活かした調達力、加工精度向上に向けた提案力がお勧めである。
現状の課題・困りごと PVC素材の部品と顧客が調達する別部品を組み合わせ、更に、表面粗さを揃えて両部品の統一感を出しつつ、指定した正確な穴の深さが欲しいという相談を受けた。
解決策 表面粗さを揃えると、厚みのばらつきが生じ、正確な寸法を出すのが困難であった。優先順位を確認すると、穴の深さの方が重要だったため、当初は除去加工なしの指定であったが、板厚を切削加工することを提案した。 
導入効果 板厚を切削加工することで、当初の素材面の滑かな面はなくなったが、極力細かく加工仕上げすることで当初の素材面に近づけた(面粗度をRa1.6)。顧客が調達する別部品との組み合わせも問題がないため課題が解決した。
こんなお客様にお勧め
顧客が調達する部品と当社が加工する部品を組み合わせる際などで、複数の制約事項がある場合、顧客の優先順位を確認し、代替案を提案することで顧客の要望を満たすに細やかな対応を得意としている。
現状の課題・困りごと 樹脂部品に関して材質・形状・サイズによって加工先を選定しているが、加工先によって得意不得意があり、選定に手間がかかかっている。対応可能分野が多い加工先があれば助かる。
解決策 得意不得意は、調達可能な材料の種類や、保有している加工機のバリエーションに左右される。当社は長年の取引で各種材料の調達が可能で、多数の加工機を保有している為、樹脂切削加工については、ほぼ対応出来る。
導入効果 樹脂部品については古賀電機に依頼すればほぼ対応出来るので、加工先の選定に悩まなくなった。例えば、対応可能な加工先が少ない大きなサイズ(MAX1000×2000)も加工が出来るため小物~大物まで依頼が出来る。
こんなお客様にお勧め
部品点数が多く、加工先の選定に手間がかかっていると感じているお客様に、当社の幅広い「加工対応力」がお勧めである。
現状の課題・困りごと 現在、真空チャンバー内で使用している樹脂部品の消耗が早いため、耐久度を上げるために、素材の見直しについて相談を受けた。
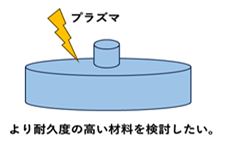
解決策 様々な材料を検討したところ、吸水性0.1%の現状素材(PEEK)よりも、吸水性が低く、更にプラズマ特性に優れている吸水性0.03%のセプラ素材に変更すると、耐久度向上が期待できることがわかった。
導入効果 顧客の環境で実施試験をしたところ、現行品より消耗の持ちが良くなり、また吸水性が少なくなった事によって寸法が安定するという効果も得られた。
こんなお客様にお勧め
当社は、長年の経験によって、図面作成に当たって、環境や製品形状などの様々な条件を満たす最適な樹脂素材の提案ノウハウが豊富である。
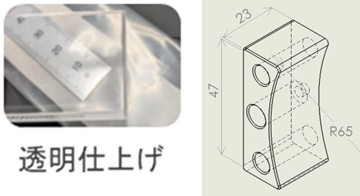
現状の課題・困りごと 金属部品と樹脂部品を圧入で組み立てる際に工具が滑ってキズつけてしまう事案が発生しており、防止したい。
組み立て時には深さも見たいので、内部が観察できる事も必要となる。
解決策 アクリル材での製作を提案し、工具が滑らない形状の治具製作を行った。切削加工後に透明仕上げを行う事で内部観察も出来る仕様とした。
導入効果 金属より硬度の低い樹脂で治具を製作する事によりキズ不良対策が実現出来た。
透明仕上げを行うことにより内部観察も出来て使い勝手が良い。
こんなお客様にお勧め
内部観察を行いたい場合には当社の「透明加工技術」がお勧め。
現状の課題・困りごと 以前は二人体制で購買業務を行っていたが、異動により一人でこなさなければならなくなり、加工業者の選定や見積りの振り分けにかかる時間が増大し、他の業務に支障が出ており、残業時間も増えていた。
解決策 当社が、部品ごとではなくユニット単位で、樹脂加工から外注先を利用して金属加工、板金加工、組み立て、進捗管理まで一貫で請け負う提案を行った。
導入効果 今までは複数の業者(3~6社)に対して行っていた管理業務が効率化されたことにより、作業時間が短縮され、残業時間も削減できた。
こんなお客様にお勧め
発注業務の効率化を検討していたり、人員不足で業務の長時間化に悩んでいるお客様に、古賀電機の業種を問わない幅広い調達対応力がお勧め。
現状の課題・困りごと 新規部品を材質PMMAで検討しているが、品物サイズΦ250×150を一体で取れる規格サイズの材料がない為、何か良い方法は無いかとの相談があった。
解決策 一体加工で取れる材料がない為、2部品に分割加工し、部品に凹凸(位置合わせが容易)を付け、接着加工での製作提案を行った。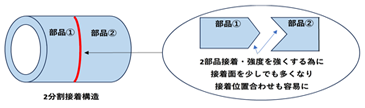
導入効果 接着加工の形状を検討し、材料t=100㎜+80㎜の2部品を上図のように分割製作して接着すると、接着面が増えて強度アップが実現した。
こんなお客様にお勧め
品物が大きく取れる材料がない場合でも、ご相談いただければ分割・接着等で1体加工と同等の形状での製作提案が可能である。
現状の課題・困りごと 3ミリの薄肉材料から板厚2.7ミリ、幅20ミリの加工を行うと、加工時に加わる熱の影響等で反りが発生してしまい、対応に悩んでいた。

解決策 反り対策のために厚物材料を選択し、加工方向を変えて、縦切り(スライス)の材料取りを行った。これにより、表面応力を残りやすくし、中心部には残りにくくすることで、反りを防止した。
導入効果 材料価格は高くなったが、顧客の優先順位は反りをなくすことであったため、問題解決が実現できた。
こんなお客様にお勧め
当社は長年に渡り樹脂材料に特化した加工を行っている為、材料特性に関する幅広い知識を活かした助言が可能である。
現状の課題・困りごと 製品の設計時に、コストダウンが大きな課題となっており、コストダウンのアイデアがないか相談を受けた。
解決策 当初は、製品エッジ部分が全て「R面取り」加工であったが、エッジ部分を糸のように細く(0.1~0.3 mm)削る「糸面取り」で加工することによるコストダウン提案を行った。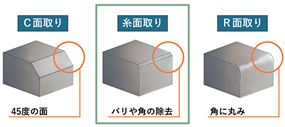
導入効果 糸面取りは、微小なバリの除去が目的で、加工時間が少なく、切削コストを抑えられる。今回はR面取りが必須ではなかった為、糸面取りで価格を抑え、さらに工程変更によって納期も短縮できた。
こんなお客様にお勧め
当社は豊富な樹脂加工経験を基に、コストダウン等でお悩みの顧客に対し、加工の優先順位を確認した上で、品質とコストのバランスが取れた課題解決に貢献できる。
現状の課題・困りごと 既存製品(材質:ABS 厚み20mm×幅200mm×長さ550mm)の製作検討をいただいたが、現行では反りが発生しており、反りを抑えて加工してほしいとの要望があった。
解決策 製品が大きいため、通常加工ではどうしても反りが出てしまう。よって、分割構造で1つの部品の加工範囲を小さくし、その後、各部品を接着し、製品を構成することで反りを抑える提案をした。 
導入効果 提案内容を採用して頂き、反りを最小化できた。接着すると通常では全体強度が下がるが、接着箇所に補強棒を追加して強度を確保した。ややコストアップはしたが、強度を維持した上で反りが改善できた。
こんなお客様にお勧め
当社は豊富な樹脂加工経験を基に、加工内容やコストの優先順位を確認した上で、品質とコストのバランスが取れた課題解決に貢献できる。
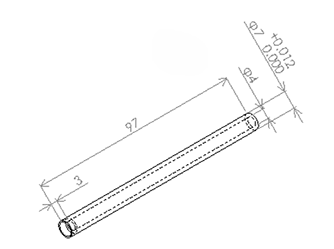
現状の課題・困りごと 中央部にフランジのついたシャフト部品が必要だが、同軸度(中心軸のずれの精度)を確保した加工が出来るメーカーがなく困っている。
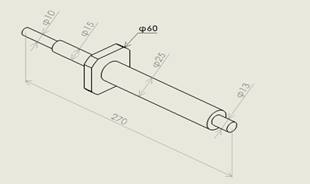
解決策 通常は正面主軸と背面主軸を片側ずつ加工を行うため、ワークを掴み替える段取り替えを要し、加工軸のブレが発生する。当社は正面主軸のみで加工できる設備を保有しているため、同軸度を確保した旋盤加工を行うことが出来る。
導入効果 図面通りの製品を納入する事ができ、同軸度も確保しており問題なく使用出来ている。
こんなお客様にお勧め
同軸度を確保した樹脂製シャフトが必要なお客様に当社の「旋盤加工技術」がお勧め。
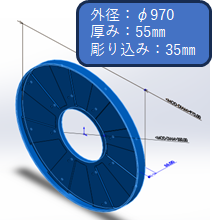
現状の課題・困りごと 従来は、加工物が大きく(外径φ640㎜、厚み95㎜)、一体での加工が困難だったため、分割して加工し、溶接で仕上げていたため、強度が低くなり破損しやすかった。破損のたびに新規に製作するのでコストもかかっていた。
解決策 大型の5軸マシニングセンターによる一体加工を提案した。3軸では加工面が変わると加工物や刃物を取り付けし直す必要があるが、5軸では回転や傾斜の動きが加わり、面を変えることなく、連続での一体加工が可能となる。
導入効果 一体加工により、強度が上がり破損し難くなった。それによって従来より部品の交換頻度が低くなり、コスト削減につながった。
こんなお客様にお勧め
大型部品の製作でお困りのお客様に大物にも対応できる古賀電機の設備ラインナップがお勧め。
現状の課題・困りごと 他社で製作していた材質PTFEの部品で、薄く、幅が小さく、長く、ロット数量が多く、納期対応も厳しいため、この諸条件に対応可能な加工先を探していた。
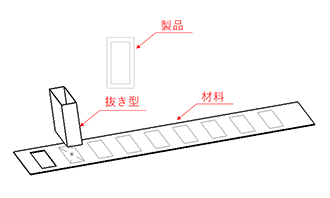
解決策 従来の加工方法は、マシニング加工だったが、同じ加工では諸条件をクリアできないため、図面寸法の見直し(寸法緩和等)の打ち合わせを行った上で、型による抜き加工の提案を行った。
導入効果 型による抜き加工のサンプルを提示し、問題ないとの確認を頂き採用となった。
ロット数量が多いため、型代を加えても部品価格が従来の加工方法の半分になった。納期対応も抜き加工によって迅速化し、短納期が実現した。
こんなお客様にお勧め
当社は、従来の加工方法にとらわれない発想で、図面寸法の緩和や加工方法の見直しなどによって、問題解決を実現することを得意としている。
現状の課題・困りごと 下図のような形状の部品で、設計時にコストダウンが課題となっており、より安価に加工する方法はないか相談を受けた。
解決策 赤丸部分がピン角構造になっているが、この箇所をR面加工とすることで工程を減らすことが可能となり、5分の時間短縮を実現でき、コストダウンにつながった。
導入効果 ピン角の場合、加工時に製品の向きを変える工程が増え、段取りや加工時間がR面加工より多くなる。今回は部品の構造上、ピン角が必須ではなかった為、提案した加工方法を採用していただきコストを抑えることができた。
こんなお客様にお勧め
コストダウンでお悩みのお客様に対して、弊社で培ってきた経験豊富な加工知識を活かし、より確実な課題解決に貢献できる。
現状の課題・困りごと 機械の中で稼働中に高温となる環境下で使用できること、照射するレーザーが反対側に透けない様に遮断できること、以上の二つの条件を満たす材料を探していた。
解決策 まず、レーザー遮断性に優れる黒い材質で実験したところ、遮断性については問題なかった。次に、黒い材質の中で熱に強いベークライトで実験した。耐熱性は問題なかったが、切削部分が白くなってしまう。サンプルを持参して確認して頂いたところ問題ないとの判断で採用に至った。
導入効果 なかなか見つけることができなかった二つの条件を満たす材料が見つかり、部品生産にこぎつけることができた。
こんなお客様にお勧め
当社は、複数の使用条件を求められる材料に関して、豊富な材料知識を活かして様々な加工実験を行い、サンプル品を提出することができる。このような最適な材料の選定を得意としている。
